
Centralizing Quality Control: How Manufacturing Companies Eliminate Data Silos Across Sites
Discover how centralizing quality control and dashboards helps manufacturing companies eliminate data silos, streamline operations, and improve decision making.
BUSINESS APPLICATIONSBUSINESS INTELLIGENCE
Key Points
Data silos in manufacturing slow reporting, cause errors, and hinder cross-departmental decision-making.
Scattered spreadsheets make quality control inconsistent, increasing waste and reducing customer satisfaction.
Centralizing data from all facilities enables real-time monitoring and faster, informed decisions.
Key tools for centralization include facility-specific apps, a unified data warehouse, and interactive dashboards.
Dashboards improve visibility over raw materials, production, and quality metrics, reducing defects and inefficiencies.
Centralized QC drives faster decision-making, better quality control, streamlined operations, and higher ROI from BI investments.
Actionable takeaway: Implement facility-specific tracking apps feeding into a central data warehouse with dashboards to monitor performance and quality in real time.
Why Data Silos Are a Major Challenge in Manufacturing
Manufacturing companies often manage multiple production sites, each with its own processes, spreadsheets, and reporting systems. This creates data silos, which is information that is fragmented across different departments and locations.
How scattered spreadsheets slow reporting and decision-making
When quality control, raw material tracking, and production metrics are maintained in separate spreadsheets, managers spend hours consolidating data. Reports may be outdated by the time they reach decision-makers, leading to delays, errors, and missed opportunities.
According to a survey by Hexagon and Forrester Consulting, 98% of manufacturers reported struggling with data or data-related issues across their operations.
The impact of disconnected quality control across multiple facilities
Without a central view, companies struggle to monitor trends, identify bottlenecks, and ensure compliance. A single quality issue at one facility may go unnoticed until it affects downstream operations, increasing waste and reducing customer satisfaction.
In one industry survey, 76% of respondents said data silos hinder cross-departmental exchange and 74% said they created a competitive disadvantage.
What Centralizing Quality Control Means
Centralizing quality control involves bringing data from all facilities into a unified system, enabling managers to monitor operations in real-time and make informed decisions quickly.
Moving from spreadsheets to a unified data system
Instead of relying on scattered spreadsheets, manufacturers can use apps tailored for each site to track production, quality checks, and raw material intake. These apps feed data into a central repository, ensuring consistency and reducing manual work.
Key components: apps for tracking, data warehouses, and dashboards
Facility Apps: Streamline daily operations, manage recipes, and record QC checks.
Data Warehouse: Centralizes data from all locations for easy access and reporting.
Dashboards: Provide a comprehensive overview, enabling managers to track performance, identify issues, and generate reports instantly.
How Dashboards Enhance Visibility and Control
Dashboards turn raw data into actionable insights, providing visualizations and alerts that guide management decisions.
Tracking raw materials, production, and finished goods
A central dashboard can display the status of incoming materials, progress through production lines, and completion of finished goods. This ensures that managers have full visibility across sites.
Monitoring quality metrics in real-time
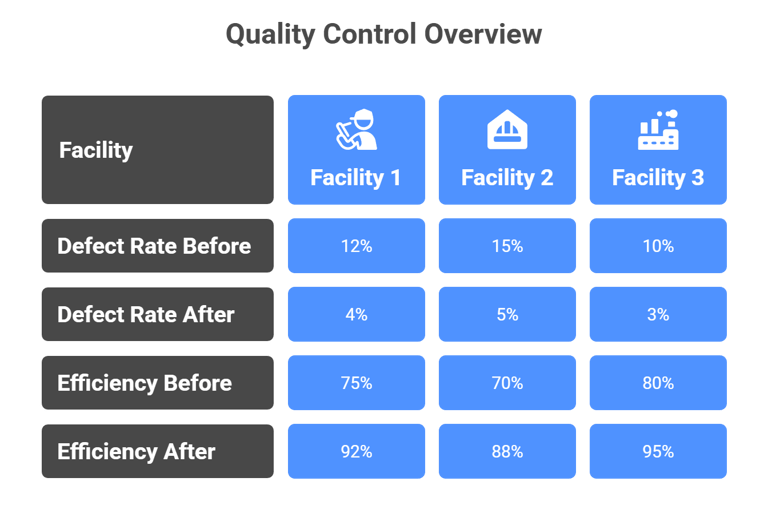
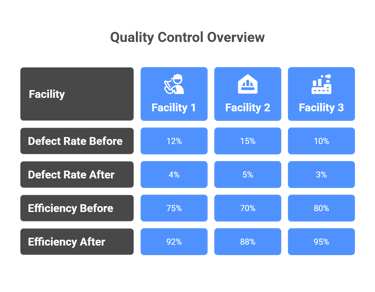
Dashboards track quality indicators like defect rates, compliance checks, and production efficiency. Real-time monitoring helps managers spot anomalies and act immediately.
For example, one case study noted a defect rate reduction of 22% after implementing better KPI tracking.
Example insights dashboards provide
Overall facility performance compared to targets.
Alerts for delayed shipments or missing QC checks.
Trends in quality issues across sites.
Comparison of production efficiency and resource utilization.
What Benefits Companies See from Centralizing Data
Centralizing QC and operations data delivers tangible benefits across manufacturing operations.
Faster decision-making and issue resolution
Managers no longer wait for weekly reports; they can see real-time data and respond immediately to production issues.
Improved quality control across facilities
Consistent monitoring ensures that all sites meet the same standards, reducing defects and improving product consistency.
Case studies show that manufacturing programs achieved reductions in defect rates up to 47% when shift quality and monitoring were improved.
Streamlined operations and better ROI from BI tools
Centralized data eliminates redundant reporting, frees up staff time, and ensures that business intelligence investments deliver measurable value.
A 2021 study found that data silos cause businesses to lose on average 12% of their annual revenue due to fragmentation.
How Technology Supports This Transformation
App-based tracking for individual facilities
Custom apps allow teams to log data directly on-site, ensuring accuracy and speed. These apps can be designed to reflect the facility's workflow, making adoption simple.
Data warehouse centralization
A centralized database collects data from every facility, standardizes it, and provides a single source of truth for reporting.
Dashboards for management oversight and reporting
Dashboards synthesize warehouse data into intuitive visuals, enabling leaders to identify trends, monitor KPIs, and create reports with minimal effort.
According to GoodData, dashboards for manufacturing help improve operational performance and support decision-making across quality control, production efficiency, and supply chain metrics.
Common Challenges When Implementing Centralized QC
While the benefits are clear, manufacturers may face challenges during implementation.
Ensuring data consistency across sites
Different facilities may record the same metric differently. A standardized data structure is essential to avoid inconsistencies.
Training teams to adopt new tools
Employees must learn how to use apps, input data correctly, and interpret dashboards. Ongoing support ensures that adoption is smooth and effective.
Integrating legacy systems
Older production software may not natively connect with new apps or warehouses. Careful integration planning and data migration strategies are crucial.
One study shows that still about 70% of manufacturers enter data manually or work with non-standardized systems.
How Exology Helps
Exology has extensive experience in centralizing quality control across multi-site operations. In projects we have executed before, we helped manufacturing clients:
Develop custom apps for each facility to streamline production, QC, and raw material tracking.
Build centralized data warehouses that eliminate scattered spreadsheets and create a single source of truth.
Design interactive dashboards providing real-time insights into quality, efficiency, and compliance.
Ensure faster decision-making and improved operational consistency across all locations.
Support teams with training, adoption strategies, and ongoing BIaaS support.
Read More
Contact us
Whether you have a request, a query, or want to work with us, use the form below to get in touch with our team.

